
《安全阀安全技术监察规程》TSGZF001-2006(2009年1号修改单)
VIP免费
3.0
2024-06-14
2
0
23.71KB
10 页
1库币
海报
投诉举报


关于公布《安全阀安全技术监察规程》
第1号修改单的公告
根 据 《 安 全阀 安 全 技 术 监察 规 程 》 ( TSG ZF001-
2006)的实施情况,现将该规程第 1号修改单予以公告。
修改内容自 2009 年8月1日起实施。
附件:《安全阀安全技术监察规程》(TSG ZF001-
2006)第 1号修改单
二〇〇九年五月八日
附件:
《安全阀安全技术监察规程》(TSG ZF001-2006)
第1号修改单
(对 2006 年12 月第 1版的修改)
一、正文修改
修改条
款
原文内容 修改后内容
第六条
第二款
安全阀型式试验程序包括约
请与受理、设计审查、抽样、检
安全阀型式试验程序包括约
请与受理、设计审查、抽样、检

验与试验、出具型式试验报告和
型式试验证书。
验与试验、出具型式试验报告和
型式试验证书。鉴定评审机构在
评审时应当核实型式试验报告是
否符合要求。
第七条
第二款
具备条件的安全阀使用单
位,可以自行进行安全阀的校验
工作。没有校验能力的使用单
位,可以委托有安全阀校验资格
的检验检测机构进行。
安全阀使用单位具备安全阀
校验能力,向省级质量技术监督
部门告知后,可以自行进行安全
阀的校验工作。没有校验能力的
使用单位,应当委托有安全阀校
验资格的检验检测机构进行。
二、附件 B《安全阀安全技术要求》修改
(一)表 B-1 序号第 17、18、19 中内容的修改
原表内容 修改后内容
序
号
标准号 标准名称
序
号
标准号 标准名称
17
TB/T 5103
-1993
油淬火-回火碳
素弹簧钢丝
17
YB/T
5103-
1993
油淬火-回火碳
素弹簧钢丝
18 TB/T 5104-
1993
油淬火-回火硅
锰合金弹簧钢丝
18
YB/T
5103-
1993
油淬火-回火硅
锰合金弹簧钢丝
19 TB/T 5136-
1993
阀门用鉻钒弹簧
钢丝
19
YB/T
5136-
1993
阀门用铬钒弹簧
钢丝

(二)条款修改
修改条款 原文内容 修改后内容
B2.17.2(1) 安全阀类型 安全阀结构型式
B3.1.3.2
第一款
为了保证弹簧长期工作时
的稳定,弹簧应当进行强压
处理(加温强压处理),并
且符合以下要求:
为了保证弹簧长期工作的
稳定,弹簧应当进行强压处理
(安全阀流道直径小于或者等
于8mm,且公称压力小于
1.6MPa 的弹簧除外),并且提
供强压处理报告,其结果应当
符合以下要求:
B3.1.3.4
弹簧制造单位应当逐件提
供弹簧的性能测试报告、热
处理报告及合格证。安全阀
制造单位要求时,应当提供
无损检测报告。弹簧入厂后
必须逐件检测,验收合格后
方可安装在安全阀上。
弹簧制造单位应当逐件提
供弹簧的性能测试报告和同规
格、同一热处理炉的热处理报
告与合格证;安全阀制造单位
要求时,还应当提供无损检测
报告。弹簧入厂验收合格后方
可使用在安全阀上。
三、附件 C 《安全阀制造许可条件》修改
(一)表 C-1 中“产品限制范围”内容的修改
原文内容 修改后内容
产品限制范围 产品限制范围

产品名称、规格
产品结构型式、规格(指公称通径、
公称压力)
(二)表 C-4 中“A1”内容的修改
原文内容 修改后内容
A1 A1
磁粉、渗透Ⅱ级各 2人项 (A1)磁粉、渗透Ⅱ级各 1人项
(三)表 C-5 的修改
许可级别 A1 A2 B
原文内容 建筑面积 ≥1400mm2≥900 mm2≥600 mm2
修改后内
容
建筑面积
(m2)
≥1400 ≥900 ≥600
(四)条款的修改
修改条款 原文内容 修改后内容
C2.4.2 安全阀制造一般应当有毛
坯和原材料的采购与验收、表
面处理(毛坯抛丸、酸洗)、
深冷处理(低温安全阀)、弹
簧卷制及处理、密封面堆焊、
焊前和焊后的热处理、无损检
测 、 阀 杆 尖 端 淬 火 、 机 加 工
(车、铣、磨、钻)、研磨、
安全阀制造一般应当有毛
坯和原材料的采购与验收、深
冷处理(低温安全阀)、弹簧
卷 制 与 强 压 处 理 、 密 封 面 堆
焊、焊前和焊后的热处理、无
损 检 测 、 机 加 工 ( 车 、 铣 、
磨、钻)、研磨、装配、试验
和最终检验等生产工序。

装配、试验和最终检验等生产
工序。
上述工序中, 弹簧卷制、无
损检测、A2 级和 B级许可制造
单位的弹簧热处理及安全阀表
面处理工序可以分包。
上述工序中, 弹簧制造、无
损检测可以分包。
在C2.5.3 注(3)后增加一项:“(4)安全阀制造单位的理化分析检测可以分
包。”,并且相应的将(3)的最后的标点符号“。”改为“;”
(五)表 C-6 “A1”内容的修改
原文内容 修改后内容
A1
有满足生产需要的切割设备,
数控机床不少于6台。各类加
工设备(车、铣、磨、钻床
等)应满足加工要求,与制造
产品相适应的弹簧热处理设备
和弹簧强压处理设备,至少有
1台等离子堆焊设备,焊接设
备2台,堆焊硬质合金需有焊
前预热和焊后热处理设备,有
表面处理设备,阀门密封面专
用研磨机2台
A1
有满足生产需要的切割设备,
数控机床不少于6台。各类加
工 设备( 车、 铣 、 磨、钻床
等)应满足加工要求,焊接设
备2台,堆焊硬质合金需有焊
前预热和焊后热处理设备,阀
门密封面专用研磨机2台

(六)表 C-7“A1”内容的修改
原文内容 修改后内容
A1
能分析碳、硅、锰、硫、磷、
铬、钼、镍、钛、钒等 10 个
以上元素的定量化学成分分析
设备,光谱定性分析设备(看
谱 镜 ) , 硬 度 计 ( 测
HB,HRC)至少 1台
A1
能分析碳、硅、锰、硫、磷、
铬、钼、镍、钛、钒等 10 个
以上元素的定量化学成分分析
设 备 , 硬 度 计 ( 测
HB,HRC)至少 1台
(七)表 C-8 “壁厚测量装置”内容的修改
设备名称 许可级别
A1 A2 B
原文内容
壁厚测量装
置
1台超声波测厚仪,另配有测
量壁厚的专用卡尺
有测量壁厚的
专用卡尺
修改后内
容
壁厚测量装
置
至少有1台超声波测厚仪
有测量壁厚的
专用卡尺
三、附件 D 《安全阀型式试验》有关条款修改
(一)条款修改
修改条款 原文内容 修改后内容
D1.1.2
在该条最后加一款“前款规定的制造工艺文件审查由鉴定评审机
构在进行制造许可鉴定评审时结合产品评审工作进行。”
D2
第一款
相同名称、型号或者相同相同的结构型式和作用原理

结构和作用原理(必要时也
包括材料)的安全阀,其型
式试验的覆盖范围如下:
(必要时也包括材料)的安全
阀,其型式试验的覆 盖 范 围 如
下:
D3
第一款
第一句
用于型式试验的安全阀样
品按名称、型号(结构)随机抽
取2件不同规格的样品(一
般应当为大直径、低压力和
小直径、高压力的组合)进
行型式试验。
用于型式试验的安全阀样品
按结构型式随机抽取2件不同规
格的样品(一般应当为大直径、
低压力和小直径、高压力的组
合)进行型式试验。
(二)附录D-1《特种设备型式试验报告》有关内容修
改
原“三、设计审查”表格废止,修改为下表:
三、设计文件审查
编号:
制造规范、标准 设计规范、标准
序号 审查项目及其内容 审查结果 备注
1设计图纸、计算书
2设计数据选用和采用计算方法
3结构设计
4采用的规范、标准
5主要零件材料的选用

6堆焊等焊接技术要求
7有关技术要求、热处理规定
8无损检测方法、检测部位
结论:
审查:日期: 审核:日期:
四、附件 E 《安全阀校验与修理》有关条款修改
修改条
款
原文内容 修改后内容
E3.2
第三句
当整定压力小于或者等于 0.5
MPa 时,实测整定值与要求整
定值的允许误 差 为
±0.015MPa;当整定压力大于
0.5 MPa 时,允许误差为±3%
整定压力。
整定压力偏差应当符合 GB/T
12243 或者相应规范标准的要
求。
附录E-1
表第四
阀座口径流道直径

行第三列
主题词:特种设备规程公告
印送:中国特检院,办公厅、特种设备局,存档(2)。

国家质检总局办公厅2009 年5月12 日印发

摘要:
展开>>
收起<<
关于公布《安全阀安全技术监察规程》第1号修改单的公告 根据《安全阀安全技术监察规程》(TSGZF001-2006)的实施情况,现将该规程第1号修改单予以公告。修改内容自2009年8月1日起实施。 附件:《安全阀安全技术监察规程》(TSGZF001-2006)第1号修改单 二〇〇九年五月八日 附件:《安全阀安全技术监察规程》(TSGZF001-2006)第1号修改单(对2006年12月第1版的修改)一、正文修改修改条款原文内容修改后内容第六条第二款安全阀型式试验程序包括约请与受理、设计审查、抽样、检安全阀型式试验程序包括约请与受理、设计审查、抽样、检验与试验、出具型式试验报告和型式试验证书。...
温馨提示:66文库网--作为在线文档分享平台,一直注重给大家带来优质的阅读体验;让知识分享变得简单、有价值;海量文档供您查阅下载,让您的工作简单、轻松而高效!
1. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
2. 66文库网仅提供信息存储空间,仅对广大用户、作者上传内容的表现方式做保护处理,对上传分享的文档内容本身不做任何修改或编辑,并不对下载的任何内容负责。
3. 广大用户、作者上传的文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
4. 本站不保证、不承担下载资源内容的准确性、安全性和完整性, 同时也不承担用户因使用下载资源对自己和他人造成任何形式的伤害或损失。
相关推荐
-
168种常用化学品MSDSVIP免费

 2024-07-28 35
2024-07-28 35 -
2024年安全生产月消防知识竞赛活动策划二(61页)VIP免费

 2024-09-13 4
2024-09-13 4 -
21特种作业安全生产基本知识VIP免费
 2024-09-15 5
2024-09-15 5 -
2024年春节前安全工作重点暨假期安全提示(60页)VIP免费
 2024-09-15 11
2024-09-15 11 -
公共交通线路优化与出行调度方案
 2024-09-26 8
2024-09-26 8 -
2024消防安全基础知识培训(55页)VIP免费
 2024-09-29 8
2024-09-29 8 -
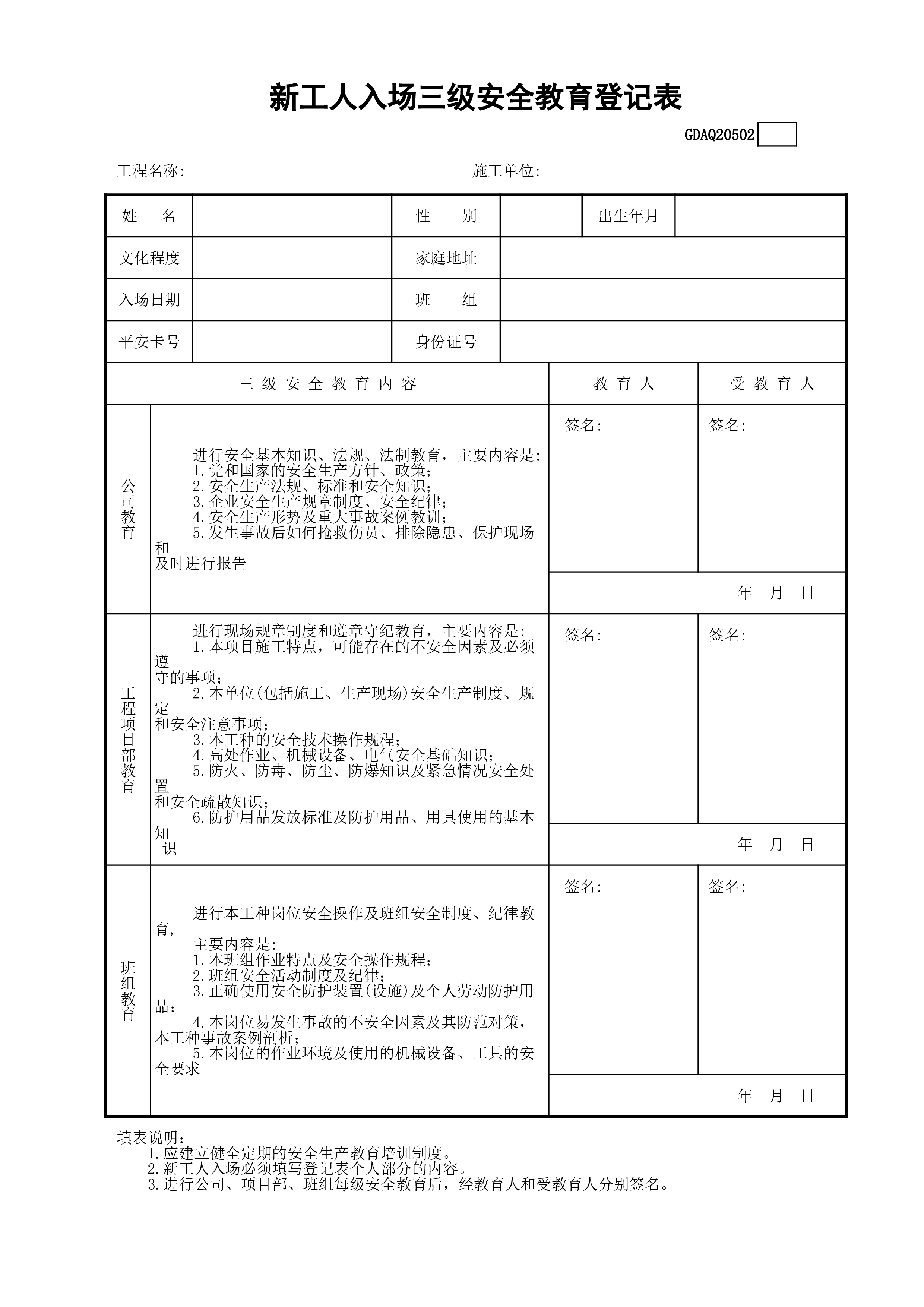
新工人入场三级安全教育登记表GDAQ20502VIP免费
 2024-09-29 2
2024-09-29 2 -
【制度】防洪防汛安全管理制度(13页)VIP免费

 2024-10-04 2
2024-10-04 2 -
企业级活动客户投诉处理预案
 2024-10-08 13
2024-10-08 13 -
三农公共服务建设方案
 2024-10-16 7
2024-10-16 7
分类:法规文献
价格:1库币
属性:10 页
大小:23.71KB
格式:DOCX
时间:2024-06-14
猜您喜欢









