
《高温熔融金属吊运安全规程》AQ 7011-2018
VIP免费
3.0
2024-06-14
2
0
485.04KB
12 页
1库币
海报
投诉举报


××××××××
ICS 13.100
C 77
备案号:
中华人民共和国安全生产行业标准
AQ
AQ7011—2018
高温熔融金属吊运安全规程
safety regulations for the high-temperature metal lifting
(报批稿)
2018-05-22 发布
2018-12-01 实施
中 华人 民共和 国应 急管 理部
发布

目 次
前言 ....................................................................... II
1 范围 ...................................................................... 1
2 规范性引用文件 ............................................................. 1
3 术语和定义 ................................................................. 1
4 安全管理................................................................... 2
5 厂房及建(构)筑物与场地 ................................................... 3
6 设备安全要求 ............................................................... 4
6.1 起重设备 ............................................................... 4
6.2 熔融金属罐和浇包 ....................................................... 5
6.3 地面转运设备设施 ....................................................... 6
7 作业安全................................................................... 6
II
前 言
本标准的全部技术内容为强制性。
本标准按照 GB/T1.1-2009 给出的规则起草。
本标准由原国家安全生产监督管理总局监管四司提出。
本标准由全国安全生产标准化技术委员会冶金有色安全分技术委员会(SAC/TC288/SC8)
归口。
本标准起草单位:中钢集团武汉安全环保研究院有限公司、湖南华菱湘潭钢铁有限公司、
中国宝武钢铁集团有限公司、山西华泽铝电有限公司、内蒙古鄂尔多斯电力冶金集团股份有
限公司。
本标准主要起草人:王红汉、展之发、王峰、佘宏彦、李盛、刘峰、徐文高、王维佳、
李敬、沈星。
1
高温熔融金属吊运安全规程
1 范围
本标准规定了工业企业高温熔融金属吊运安全生产的技术要求和安全管理要求。
本标准适用于金属冶炼企业高温熔融金属及熔渣吊运设备设施的设计、运行、维护和安全管理。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T3811 起重机设计规范
GB4387工业企业厂内铁路、道路运输安全规程
GB/T5082 起重吊运指挥信号
GB/T5972 起重机钢丝绳保养、维护、安装、检验和报废
GB/T6067.1起重机械安全规程 第1部分:总则
GB/T8918 重要用途钢丝绳
GB/T11352 一般工程用铸造碳钢件
GB/T12265.3 机械安全避免人体各部位挤压的最小间距
GB/T23583.1 钢液浇包第1部分:型式与基本参数
GB/T23583.2 钢液浇包第2部分:技术条件
GB25683 钢液浇包安全要求
GB/T25714.1 铁液浇包第1部分:型式与基本参数
GB/T25714.2 铁液浇包第2部分:技术条件
GB50034 建筑照明设计标准
JB/T2450 渣罐车、型式、基本参数与尺寸
JB/T3260 LT系列铁水罐型式与基本参数
JB/T5000 重型机械通用技术条件
JB/T7688.5 冶金起重机技术条件铸造起重机
TSG Q0002 起重机械安全技术监察规程-桥式起重机
YB/T061 冶金渣罐技术条件
YB/T4175 冶金用钢水罐
YB/T4224 冶金用钢水罐车和铁水罐车技术条件
3 术语和定义
下列术语和定义适用于本文件。
3.1
高温熔融金属 high-temperature molten metal
金属冶炼企业生产过程中产生的熔融状态的金属及其熔渣。
3.2
2
冶金起重机 metallurgy crane
适用于金属冶炼、轧制和热加工等企业的专用起重机,包括铸造起重机、料箱起重机、板坯搬运起
重机、料耙起重机、锻造起重机和淬火起重机。
3.3
铸造起重机 ladle crane
吊运熔融金属和熔渣的起重机,具有使熔融金属罐(包)升降和倾倒机构的起重机。
3.4
高温熔融金属罐 molten metal tank
金属冶炼企业用来盛装高温熔融金属的容器,包括冶金企业铁水罐、钢水罐、渣罐、中间罐,有色
企业铜水包、铝水包等有色金属盛装容器。
3.5
浇包 ladle
铸造生产过程用来盛装铁水、钢水、铜水等高温熔融金属并用以完成浇注作业的特定装置组合。
4 安全管理
4.1 金属冶炼企业应建立健全高温熔融金属吊运安全管理制度和安全操作规程,并严格执行。对从事高
温熔融金属吊运作业的管理人员、岗位操作人员、检修维护人员应进行专门的安全教育和培训。特种设
备作业人员,应当按照有关规定取得相应资格证书。
4.2 金属冶炼企业应对有高温熔融金属吊运作业的厂房定期进行检查检验。熔融金属吊运区域进行技术
改造时,应满足高温熔融金属吊运的安全要求,不得占用起重机、起吊物等运行通道和空间。
4.3 吊运高温熔融金属应符合 GB/T3811、GB/T6067.1、TSG Q0002、JB/T7688.5、GB4387 的安全要求。
4.4 起重机改造时,若起重机自身额定起重量增大及工作制级别提高,应对起重机的轨道梁、立柱及基
础等的承重能力进行校核,必要时应采取加固措施。
4.5 吊运高温熔融金属的起重机应建立严格的点检制度和管理台账。点检制度应包括岗位点检和专业定
期点检,确保各机构运行性能良好,声响与灯光信号和各项安全保护机构功能完好。检查的重点部位为
钢丝绳、压板螺丝、卷筒、滑轮、吊钩横梁、销轴及压板、钢丝绳平衡臂、双制动器、位置限制器、超
载限制器、联轴器、各机构的机械限位及电气限位等。对检查出的故障、隐患应及时整改、记录。
4.6 起重机械应按照 GB/T6067.1 和特种设备安全监督管理的有关规定定期进行检测检验。吊钩、板钩、
横梁等吊具部件应每年至少进行一次离线探伤检查;吊钩、板钩等出现严重磨损、钩片开片等情况应进
行更换,并对板钩、横梁的轴进行探伤检查;必要时进行金相检查,防止发生蠕变现象。
4.7 吊运高温熔融金属必须使用符合 GB25683、GB/T23583.1、GB/T23583.2、GB/T25714.1、GB/T25714.2、
JB/T3260、YB/T061、YB/T4175 等要求的专用罐,冶金用钢水罐车、铁水罐车、渣罐车应符合 YB/T4224、
JB/T2450 的要求。
4.8 企业应建立高温熔融金属罐和浇包的使用、维护管理制度,实施编号管理。
4.9 高温熔融金属罐和浇包应定期进行检查检验。耳轴应定期进行无损探伤检验;罐体、包体及其内衬
有裂纹、内衬严重侵蚀、罐包口严重结壳、耳轴有缺陷的,应停止使用。
4.10 应在高温熔融金属罐和浇包工作区域应设置警示标志,防止无关人员进入罐体和包体工作区域。
3
4.11 企业应根据熔融金属吊运作业特点,建立应急救援组织、编制熔融金属吊运事故应急救援预案,
配备必要的应急救援器材和设施,并进行定期演练。
4.12 熔融金属吊运设备设施的设计、运行、安全管理、维护除应遵守本标准外,还应遵守相关金属品
种所属行业安全生产标准的相关规定。
5 厂房及建(构)筑物与场地
5.1 应合理布局冶炼(熔炼)炉熔融金属和熔渣排出系统、炉外精炼、连铸(或半连铸、模铸)及熔融
金属吊运通道,保证工艺顺畅,尽量减少高温熔融金属吊运次数和距离。
5.2 金属冶炼有高温熔融金属的厂房,车间地面标高应高出厂区周围地面标高 0.3m 以上,并采取防止
屋面漏水和天窗飘雨等措施,还应防止区域内地面积水。
5.3 高温熔融金属吊运作业的厂房基础的桩基应采取可靠的防止沉降的措施。
5.4 冶炼、熔炼、铸造主厂房,地坪应设置宽度不小于 1.5m 的人行安全走道,走道两侧应有明显的标
志线;主厂房及中、重级工作类型桥式起重机的厂房,应设置双侧贯通的起重机安全走道,轻级工作起
重机厂房,应设单侧贯通的安全走道,走道宽度应不小于 0.8m。
5.5 桥式起重机司机室与滑触线、罐体和浇包的倾倒出口,宜相对布置;若两者位于同一侧,则应有安
全防护措施。
5.6 建(构)筑物有可能被高温熔融金属喷溅造成危害的建筑构件,应有隔热、绝热保护措施。运载高
温熔融金属的罐车、过跨车、底盘铸车、(空)铸锭模车等车辆及运载物的外表面距楼板和厂房(平台)
柱的外表面不应小于 800mm,受火焰影响或辐射温度较高(钢结构≥200℃,普通混凝土≥80℃)的楼板和
柱子应采取隔热保护措施。
5.7 高温熔融金属和熔渣吊运行走区域禁止设置操作室、会议室、交接班室、活动室、休息室、更衣室、
澡堂等人员集聚场所;不应设置放置可燃、易燃物品的仓库、储物间;不应有液压站、电气间、电缆桥
架等重要防火场所和设施。危险区域附近的上述建筑物的门、窗应背对吊运区域。
5.8 吊运高温熔融金属和熔渣不应跨越生产设备设施或经常有人停留的场所,不应从主体设备上越过。
5.9 吊运高温熔融金属和熔渣的区域应设置事故罐,事故罐放置应在专用位置或专用支架上,并设置明
显安全警示标识。
5.10 存放、运输高温熔融金属和熔渣的场所,应设有防雨设施,不应设有积水的沟、坑等。如生产确
需设置地面沟或坑等时,必须有严密的防水措施;易积水的沟、槽、坑,应有排水措施,不得积水。
5.11 熔融金属冶炼(熔炼)炉的炉下及周围、熔融金属罐、渣罐和浇包吊运区域、熔融金属罐车和渣
罐车运行区域,地面不得有积水,不应堆放潮湿物品和其他易燃、易爆物品。
5.12 高温熔融金属、熔渣作业或吊运危险区域、高温熔融金属吊运通道与浇注区及其附近的地面与地
下,禁止设置水管、氧气管道、燃气管道、燃油管道和电线电缆等管线。如必须设置时,应采取可靠的
防护措施。
5.13 渣罐车、熔融金属罐车的运输路线应满足 GB4378 的要求。禁止利用重力除尘器下方的作业线作
为热罐车正常的停放线和走行线。
5.14 高温熔融金属、熔渣运输线上方的可燃介质管道和电线电缆应采取隔热防护措施。
5.15 吊运高温熔融金属的厂房的照明应符合 GB50034 的要求,作业区照度不低于 20Lx。
4
5.16 盛装、倾倒熔融金属、熔渣的场所应采取排除烟尘、蒸汽的措施,确保起重机司机视野良好。
5.17 熔融金属罐冷热修区不应设在吊运路线上,应设置通风降温设施,地面应有安全通道。
6 设备安全要求
6.1 起重设备
6.1.1 新建用于吊运熔融金属的起重机,其额定起重量大于或等于 75t 的,除应符合本规程外,还应符
合TSG Q0002 和JB/T7688.5 的相关要求,并应使用冶金铸造起重机。
以电动葫芦作为起升机构,吊运熔融金属的起重机应符合下列要求:
a)额定起重量不得大于10t;
b)电动葫芦的工作级别不小于M6级。
6.1.2 炼钢企业吊运铁水、钢水或液渣,应使用带有固定龙门钩的铸造起重机,铸造起重机额定能力应
符合 GB50439 的规定。
6.1.3 已建桥式起重机需吊运熔融金属的,应更换为符合 JB/T7688.5 要求的冶金铸造起重机。额定起重
量75t 以下的起重机,由于厂房、基础等因素不具备更换冶金铸造起重机条件的,除满足桥式起重机的
法规标准外,应遵照 TSG Q0002 的规定对原起重机进行改造。
6.1.4 吊运熔融金属的起重机的主梁下翼缘板、吊具横梁等直接受高温辐射的部位和电气设备,应采取
隔热防护措施。
6.1.5 吊运熔融金属的起重机(不含起升机构为电动葫芦的),应采用冶金起重专用电动机,在环境温
度超过 40℃的场所,应选用 H级绝缘电动机。
6.1.6 吊运熔融金属的起重机,起升机构应具有正反向接触器故障保护功能,防止电动机失电而制动器
仍然通电,导致电动机失速造成重物坠落。
6.1.7 吊运熔融金属的起重机的起升机构(不含起升机构为电动葫芦),其每套驱动系统必须设置两套
独立的工作制动器。
采用电动葫芦吊运熔融金属的,其制动器的设置应符合下列要求:
a)当额定起重量大于5t时,应设置一个工作制动器,还必须在电动葫芦的低速级上设置一个安全
制动器,当工作制动器失灵或传动部件破断时,能够可靠地支持住额定载荷;
b)当额定起重量小于或等于5t时,应设置一个工作制动器,也宜在低速级上设置安全制动器;否
则电动葫芦应按1.5倍额定起重量设计,或者选用额定起重量是最大起重量的1.5倍的电动葫芦,并
用起重机标志明确允许的最大起重量。
6.1.8 吊运熔融金属的起重机应设置不同形式的上升极限位置的双重限位器,并能够控制不同的断路装
置,当起升高度大于 20m 时,还应设置下降极限位置限制器。
6.1.9 额定起重量大于 20t 用于吊运熔融金属的起重机,应设置超速保护装置。
6.1.10 应在起重机醒目处设置编号牌和吨位牌。
6.1.11 同跨运行的起重机应安装具有自动停止功能的防碰撞装置。
6.1.12 吊运高温熔融金属的起重机司机操作室应设置有效的隔热层,窗户玻璃应采用防红外线辐射、防
爆的钢化玻璃,司机操作室应设置空调。起重机本身需要采取隔热措施的部位,应设置可靠的隔热层,
电气舱内应设置空调等降温设施。
5
6.1.13 存在高温熔融金属喷溅危险的起重机操作室应设置遮挡喷溅物的设施。
6.1.14 吊运熔融或者炙热金属的钢丝绳,应采用符合 GB/T8918 的要求的石棉绳芯或金属股芯等耐高温
的重要用途钢丝绳。钢丝绳的使用、保养、维护、安装、检验和报废应执行 GB/T5972 的有关规定。
6.1.15 吊运熔融金属起重机吊钩应使用锻造吊钩。吊钩出现下列情况时,应予以报废:
a)裂纹;
b)危险断面磨损达到原尺寸的10%;
c)开口度比原尺寸增加15%;
d)扭转变形超过10º;
e)危险断面或吊钩颈部发生塑性变形时。
板钩衬套磨损达原尺寸的50%时,衬套应予以报废;板钩心轴磨损达原尺寸的5%时,心轴应报废。
吊钩的缺陷不得焊补。
6.1.16 吊运熔融金属的起重机不得使用铸铁滑轮。
6.1.16 以电动葫芦作为起升机构吊运熔融金属的起重机应采用遥控或者非跟随式等远离热源的操纵方
式,并保证操纵人员的操作视野,设置操纵人员安全通道。
6.1.17 新建吊运熔融金属的起重机,起重机构的操作手柄宜采用自动回零位控制系统。
6.2 熔融金属罐和浇包
6.2.1 熔融金属罐和浇包的型式与基本参数、技术条件以及设计、制造和使用安全要求,应符合 GB25683、
GB/T25714.1、GB/T25714.2、GB/T23583.1、GB/T23583.2、YB/T4175、YB/T061、JB/T3260 等标准规
范的要求。
6.2.2 制造熔融金属罐体和浇包包体、底板、吊攀、横梁、吊杆的所用材料应符合 GB/T700 的规定,耳
轴座所用材料应符合 GB/T11352 的规定,耳轴所用材料力学性能不应低于 35#钢,并符合 GB/T699 的
规定,吊钩、吊攀和吊杆不应使用铸件。
6.2.3 熔融金属罐和浇包的制造工艺、检验规则和试验方法、验收、复验和重新热处理等应遵守 JB/T5000
的要求。
6.2.4 吊钩式熔融金属罐体和浇包的耳轴端部应设有吊钩限位。
6.2.5 熔融金属罐体和浇包的上缘应设置挡板,在耳轴座处应用加强筋加固。
6.2.6 罐体和浇包耳轴加工后应进行探伤检查,探伤的要求应遵守 JB/T5000 的规定。使用中的熔融金属
罐体和包体每年应至少对耳轴作一次无损探伤检查,做好记录,并存档。凡耳轴出现内裂纹、壳体焊缝
开裂、明显变形、耳轴磨损超过原轴直径的 10%、机械失灵、内衬损坏超过规定,均应报修或报废。
6.2.8 罐体和包体上应开有透气孔,孔径为 Φ6mm~Φ12mm,孔距为 100mm~300mm。
6.2.9 罐体和包体修砌后,应保持干燥,并烘烤至要求温度后方可使用,内衬不应出现裂纹和缺损。罐
体和包体使用前应有专人进行检查、烘烤并确保干燥,确保内衬完好、内部不应有水或潮湿的物料。
6.2.10 滑动水口式罐体、包体出液口的螺栓应调节自如,两滑动面应接触良好,保证操作灵活可靠,关
闭后应不滴漏熔融金属。滑动水口每次使用前应进行清理、检查,并调试合格。
6.2.11 高温熔融金属罐需卧放地坪时,应放在专用位置或专用的罐体支座上,且保证罐体放置牢固稳定;
热修罐应设置作业防护屏;两热装罐罐位之间的净空距,应不小于 2m。
6
6.2.12 不应使用凝结盖孔口直径小于罐径 1/2 的熔融金属罐和浇包,也不应使用轴耳开裂、内衬损坏的
罐体、包体,重罐、重包不宜落地,特殊情况需要落地的,罐、包体的底部不能承重,应放置在专用位
置,且必须确保放置稳固并采取可靠的安全措施。
6.2.13 罐体、包体内的高温熔融金属有凝盖时,不应用其他罐、包压凝盖,也不应人工使用管状物撞击
凝盖。在未破盖前,不得进行倾倒作业。有未凝结残留物的罐、包体,不应卧放。严禁在熔融金属罐体、
包体未吊离的状态下实施检修。
6.2.14 熔融金属浇包应能自锁或锁定,锁定装置应安全可靠。
6.2.15 熔融金属浇包的吊攀、吊杆的强度设计安全系数不应小于 10,包轴应位于包体合成重心上 0.2m~
0.4m 对称中心,其强度设计安全系数应不小于 8,并以 1.25 倍负荷进行重负荷试验合格方可使用,并
遵守下列规定:
a)吊攀、吊杆、横梁、耳轴零件不应有裂纹、夹杂、冷割等损害强度的宏观缺陷和微观缺陷。吊
架、包轴的连接焊缝应采用连续焊缝,焊缝高度不应小于被连接件的平均壁厚,不应有裂纹、夹杂、
气孔、断焊等缺陷。
b)包体吊攀下部凸肩与横梁下支承面应紧贴,当紧固螺栓不作用时应能承受2倍的额定负荷。
6.2.16 熔融金属浇包主安全卡与吊杆两侧间隙之和不应大于 5mm,容量小于 5t 包体至少应设置单侧安
全卡,容量大于或等于 5t 包体应在两侧分别设置安全卡。安全卡应转动灵活、焊接牢固,安全可靠。
6.2.17 塞杆式包体刹铁螺栓应调节自如,方便对中调试。塞杆保护耐火材料应密封可靠,出熔融金属口
关闭后不应有滴漏。
6.3 地面转运设备设施
6.3.1 熔融金属罐车停靠处,应设置两个电气联锁限位开关,轨道端头应设止轮器或车档。
6.3.2 熔融金属罐车、渣罐车台面应砌砖防护。应根据需要,在轨道端头设置应急情况下能将车辆拖离
的设施。带有电子秤的熔融金属罐车,应对电子秤进行定期检查。
6.3.3 所有盛装高温熔融金属、熔渣的车辆,均应以设计载荷通过重车运行试验合格,方可投入使用。
6.3.4 铁路运输时,盛装熔融金属的罐车、渣罐车的行驶速度不应大于 10km/h;在冶炼炉下行驶,倒调
时不应大于 5km/h。
6.3.5 电动熔融金属罐车、渣罐车,应有停机维修时的安全措施,如车轮加止轨器(俗称铁鞋)等。
6.3.6 高温熔融金属罐、渣罐应放置于专门的存放区域或专用支架上,专门存放的区域及存放支架应满
足支撑要求。
6.3.7 罐体检修时要安放稳固,工具和材料放置不应妨碍通行。
7 作业安全
7.1 作业人员操作罐体时,应按规定佩戴相应的安全防护用品,处理高温熔融金属应佩戴深色护目镜和
防护面罩。
7.2 落放熔融金属罐体应平稳,不得停放在可能造成罐体倾斜的地方。
7.3 盛装熔融金属时,液面与罐沿应留有一定的余隙高度,余隙高度应符合 GB/T23583.1 和相关行业安
全标准的规定。

标签: #安全
摘要:
展开>>
收起<<
××××××××ICS13.100C77备案号:中华人民共和国安全生产行业标准AQAQ7011—2018高温熔融金属吊运安全规程safetyregulationsforthehigh-temperaturemetallifting(报批稿)2018-05-22发布2018-12-01实施中华人民共和国应急管理部发布目次前言.......................................................................II1范围.................................................................
温馨提示:66文库网--作为在线文档分享平台,一直注重给大家带来优质的阅读体验;让知识分享变得简单、有价值;海量文档供您查阅下载,让您的工作简单、轻松而高效!
1. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
2. 66文库网仅提供信息存储空间,仅对广大用户、作者上传内容的表现方式做保护处理,对上传分享的文档内容本身不做任何修改或编辑,并不对下载的任何内容负责。
3. 广大用户、作者上传的文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
4. 本站不保证、不承担下载资源内容的准确性、安全性和完整性, 同时也不承担用户因使用下载资源对自己和他人造成任何形式的伤害或损失。
相关推荐
-
168种常用化学品MSDSVIP免费

 2024-07-28 35
2024-07-28 35 -
2024年安全生产月消防知识竞赛活动策划二(61页)VIP免费

 2024-09-13 4
2024-09-13 4 -
21特种作业安全生产基本知识VIP免费
 2024-09-15 5
2024-09-15 5 -
2024年春节前安全工作重点暨假期安全提示(60页)VIP免费
 2024-09-15 11
2024-09-15 11 -
公共交通线路优化与出行调度方案
 2024-09-26 8
2024-09-26 8 -
2024消防安全基础知识培训(55页)VIP免费
 2024-09-29 8
2024-09-29 8 -
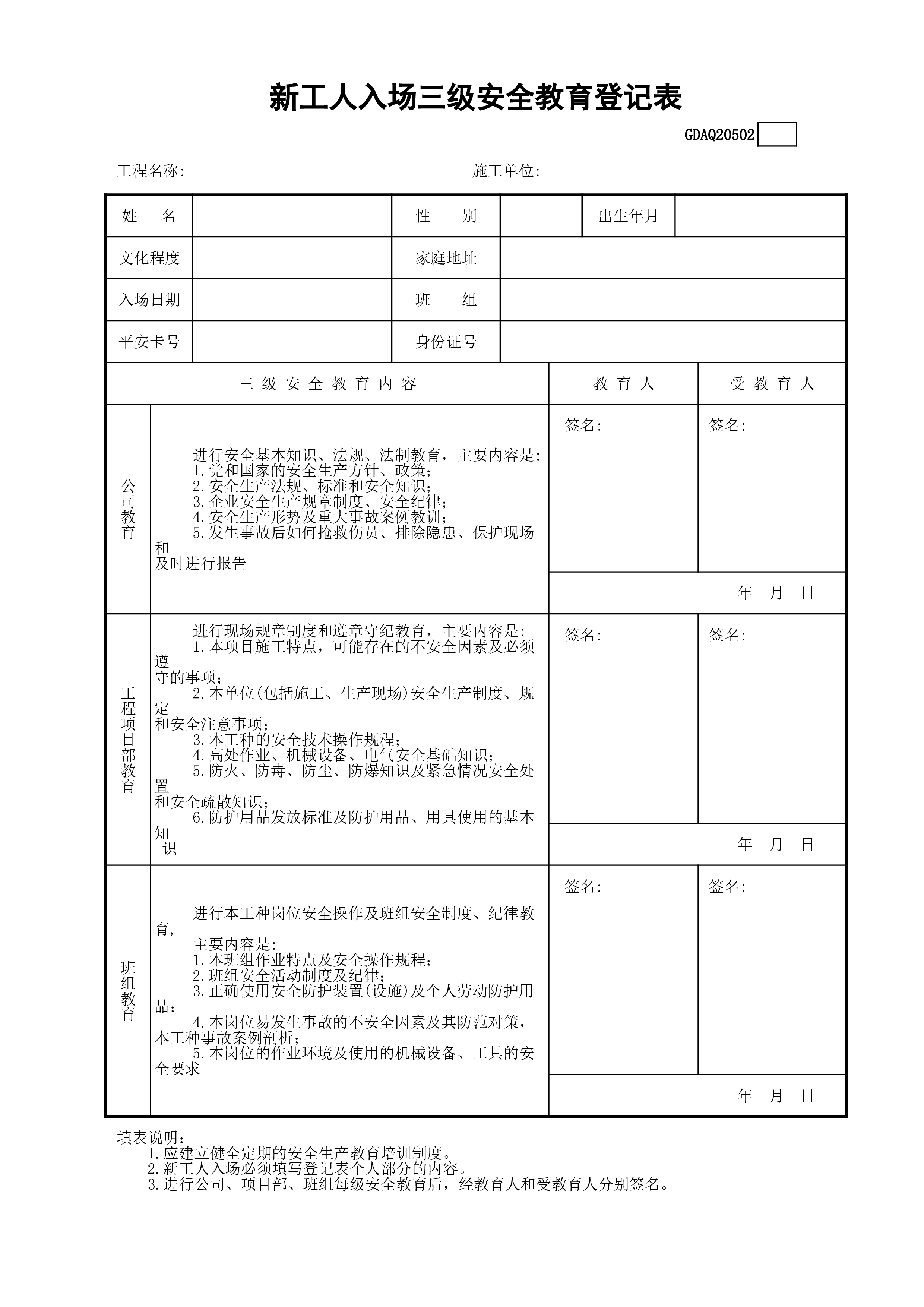
新工人入场三级安全教育登记表GDAQ20502VIP免费
 2024-09-29 2
2024-09-29 2 -
【制度】防洪防汛安全管理制度(13页)VIP免费

 2024-10-04 2
2024-10-04 2 -
企业级活动客户投诉处理预案
 2024-10-08 13
2024-10-08 13 -
三农公共服务建设方案
 2024-10-16 8
2024-10-16 8
分类:行业资料
价格:1库币
属性:12 页
大小:485.04KB
格式:PDF
时间:2024-06-14
猜您喜欢









